

1. Inngangur
Léttari notkun bifreiða hófst í þróuðum löndum og var upphaflega leidd af hefðbundnum bílarisum. Með stöðugri þróun hefur hún náð miklum skriðþunga. Frá því að Indverjar notuðu fyrst ál til að framleiða sveifarása í bílum og þar til Audi hóf fjöldaframleiðslu á bílum úr áli árið 1999, hefur ál vaxið hratt í bílaiðnaði vegna kosta eins og lágs eðlisþyngdar, mikils styrks og stífleika, góðs teygjanleika og höggþols, mikillar endurvinnsluhæfni og mikils endurnýjunarhraða. Árið 2015 hafði hlutfall áls í bílum þegar farið yfir 35%.
Kínversk tækni til léttari bíla hófst fyrir innan við 10 árum og bæði tækni og notkunarstig eru á eftir þróuðum löndum eins og Þýskalandi, Bandaríkjunum og Japan. Hins vegar, með þróun nýrra orkutækja, er léttari efnisframleiðsla að þróast hratt. Með því að nýta sér aukningu nýrra orkutækja sýnir kínversk tækni til léttari bíla þróun í átt að því að ná í þróuð lönd.
Kínverski markaður fyrir létt efni er gríðarlegur. Annars vegar, samanborið við þróuð lönd erlendis, byrjaði léttitækni Kína seint og heildarþyngd ökutækja er meiri. Miðað við viðmið um hlutfall létt efnis í erlendum löndum er enn nægt svigrúm fyrir þróun í Kína. Hins vegar, knúin áfram af stefnu, mun hröð þróun nýrrar orkuframleiðslu ökutækja í Kína auka eftirspurn eftir léttum efnum og hvetja bílaframleiðendur til að færa sig í átt að léttum efnum.
Bætingar á útblásturs- og eldsneytisnotkunarstöðlum neyða hraðari léttari bílaframleiðslu. Kína innleiddi að fullu VI. útblástursstaðla Kína árið 2020. Samkvæmt „Matsaðferð og vísbendingum um eldsneytisnotkun fólksbíla“ og „Orkusparnaðar- og nýorkutækni ökutækja“ er eldsneytisnotkunarstaðallinn 5,0 l/km. Með hliðsjón af takmörkuðu rými fyrir verulegar byltingar í vélartækni og losunarlækkun, getur gripið til aðgerða til að létta bílahluti dregið á áhrifaríkan hátt úr losun og eldsneytisnotkun ökutækja. Léttari nýorkuökutækja hefur orðið nauðsynleg leið fyrir þróun iðnaðarins.
Árið 2016 gaf kínverska bílaverkfræðifélagið út „Orkusparnaðar- og nýrrar orkutækni fyrir ökutæki“ sem áætlaði þætti eins og orkunotkun, akstursdrægi og framleiðsluefni fyrir ný orkutæki frá 2020 til 2030. Léttari akstur verður lykilatriði í framtíðarþróun nýrra orkutækja. Léttari akstur getur aukið akstursdrægi og brugðist við „drægnikvíða“ í nýjum orkutækjum. Með vaxandi eftirspurn eftir lengra akstursdrægi verður léttari akstur bifreiða brýn og sala nýrra orkutækja hefur aukist verulega á undanförnum árum. Samkvæmt kröfum stigakerfisins og „Miðlungs- til langtímaþróunaráætlunar fyrir bílaiðnaðinn“ er áætlað að árið 2025 muni sala nýrra orkutækja í Kína fara yfir 6 milljónir eininga, með samsettum árlegum vexti sem nemur meira en 38%.
2. Einkenni og notkun álfelgunnar
2.1 Einkenni álblöndu
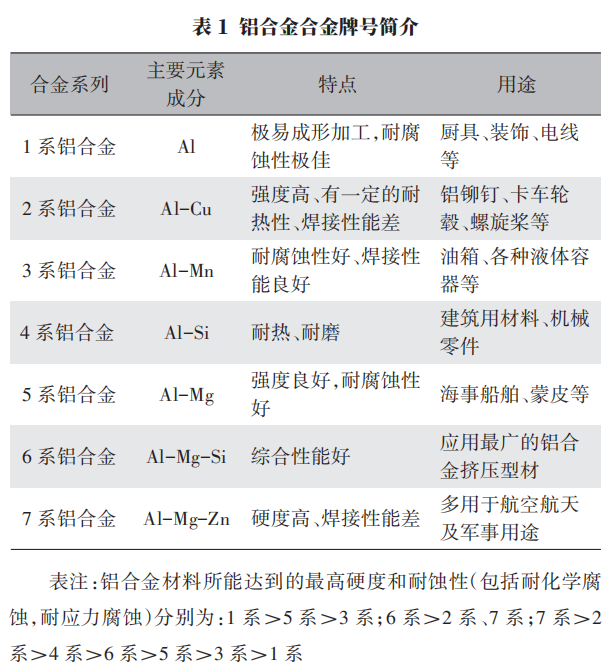
Þéttleiki áls er þriðjungur af stáli, sem gerir það léttara. Það hefur meiri sértækan styrk, góða útpressunargetu, sterka tæringarþol og mikla endurvinnsluhæfni. Álblöndur einkennast af því að vera aðallega úr magnesíum, sýna góða hitaþol, góða suðueiginleika, góðan þreytuþol, geta ekki styrkst með hitameðferð og geta aukið styrk með köldvinnslu. 6 serían einkennist af því að vera aðallega úr magnesíum og kísil, með Mg2Si sem aðalstyrkingarefni. Algengustu málmblöndurnar í þessum flokki eru 6063, 6061 og 6005A. 5052 álplata er AL-Mg sería álplata, með magnesíum sem aðal málmblöndunarefni. Þetta er mest notaða ryðvarnarálblöndunin. Þessi ál hefur mikinn styrk, mikinn þreytuþol, góða mýkt og tæringarþol, er ekki hægt að styrkja með hitameðferð, hefur góða mýkt í hálfköldu herðingu, litla mýkt í köldu herðingu, góða tæringarþol og góða suðueiginleika. Það er aðallega notað í íhluti eins og hliðarplötur, þakklæðningar og hurðarplötur. 6063 álfelgur er hitameðhöndlaður styrkingarmálmur í AL-Mg-Si seríunni, með magnesíum og sílikoni sem helstu málmblönduþætti. Þetta er hitameðhöndlaður styrkingarálfelgur með miðlungsstyrk, aðallega notaður í burðarvirki eins og súlur og hliðarplötur til að halda styrk. Kynning á álfelgutegundum er sýnd í töflu 1.
2.2 Útpressun er mikilvæg mótunaraðferð fyrir álblöndu
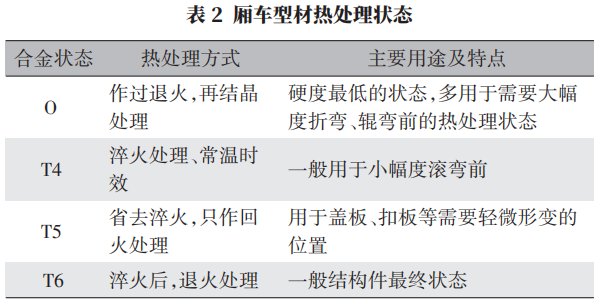
Álblönduútpressun er heitmótunaraðferð og allt framleiðsluferlið felur í sér að móta álblöndu undir þríþættri þjöppunarspennu. Öllu framleiðsluferlinu má lýsa á eftirfarandi hátt: a. Ál og aðrar málmblöndur eru bræddar og steyptar í nauðsynlegar álblöndur; b. Forhitaðar álblöndur eru settar í útpressunarbúnaðinn til útpressunar. Undir áhrifum aðalstrokka eru álblöndur mótaðar í nauðsynlegar álprófíla í gegnum holrými mótsins; c. Til að bæta vélræna eiginleika álprófíla er lausnarmeðferð framkvæmd meðan á útpressun stendur eða eftir hana, og síðan öldrunarmeðferð. Vélrænir eiginleikar eftir öldrunarmeðferð eru mismunandi eftir efnum og öldrunarkerfum. Hitameðferðarstaða kassalaga vörubílprófíla er sýnd í töflu 2.
Útpressaðar vörur úr álblöndu hafa nokkra kosti umfram aðrar mótunaraðferðir:
a. Við útpressun fær útpressað málmur sterkari og jafnari þríþætta þjöppunarspennu á aflögunarsvæðinu en veltingur og smíði, þannig að hann getur nýtt sér mýkt unnar málmsins til fulls. Það er hægt að nota til að vinna úr erfiðum aflögunarmálmum sem ekki er hægt að vinna með veltingu eða smíði og hægt er að nota það til að búa til ýmsa flókna hola eða fasta þversniðshluta.
b. Þar sem rúmfræði álprófíla getur verið breytileg eru íhlutir þeirra mjög stífir, sem getur bætt stífleika yfirbyggingar ökutækisins, dregið úr NVH-eiginleikum þess og bætt eiginleika ökutækisins varðandi hreyfifræði.
c. Vörur með útpressunarhagkvæmni hafa, eftir kælingu og öldrun, marktækt meiri lengdarstyrk (R, Raz) en vörur sem unnar eru með öðrum aðferðum.
d. Yfirborð vara eftir útpressun hefur góðan lit og góða tæringarþol, sem útrýmir þörfinni fyrir aðra tæringarvarnaryfirborðsmeðferð.
e. Útpressunarvinnsla hefur mikla sveigjanleika, lágan verkfæra- og mótkostnað og lágan kostnað við hönnunarbreytingar.
f. Vegna stjórnanleika á þversniði álsniðs er hægt að auka samþættingu íhluta, fækka íhlutum og ná nákvæmri suðustaðsetningu með mismunandi þversniðishönnunum.
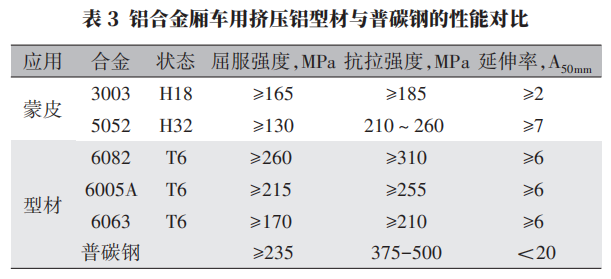
Tafla 3 sýnir samanburð á afköstum á milli pressaðra álprófíla fyrir kassaflutningabíla og venjulegs kolefnisstáls.
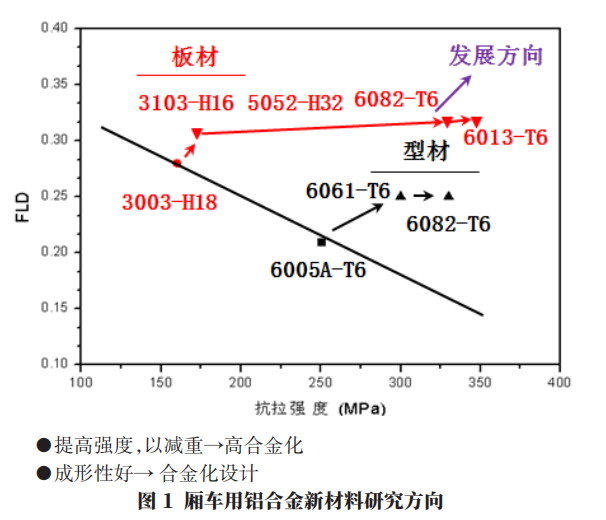
Næsta þróunarstefna álprófíla fyrir kassaflutningabíla: Að bæta enn frekar styrk prófíla og auka afköst útpressunar. Rannsóknarstefna nýrra efna fyrir álprófíla fyrir kassaflutningabíla er sýnd á mynd 1.
3. Uppbygging kassaflutningabíls úr álfelgi, styrkgreining og staðfesting
3.1 Uppbygging kassa úr áli
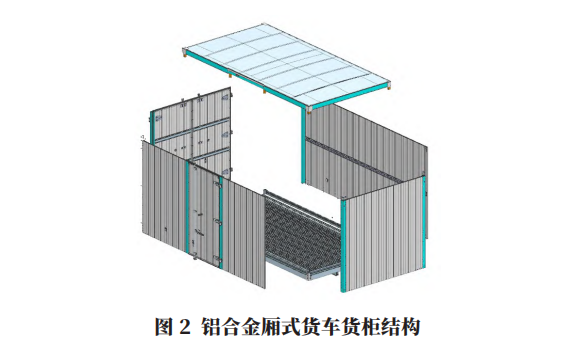
Gámurinn á kassaflutningabílnum samanstendur aðallega af framhliðarsamstæðu, vinstri og hægri hliðarhliðarsamstæðu, hliðarhliðarsamstæðu að aftan, gólfsamstæðu, þaksamstæðu, svo og U-laga boltum, hliðarhlífum, afturhlífum, leðjuhlífum og öðrum fylgihlutum sem tengjast undirvagni annars flokks. Þverstöngur kassaflutningabílsins, súlur, hliðarbjálkar og hurðarklæðningar eru úr pressuðum prófílum úr álblöndu, en gólf- og þakklæðningar eru úr 5052 álblönduðum flötum plötum. Uppbygging kassaflutningabílsins úr álblöndu er sýnd á mynd 2.
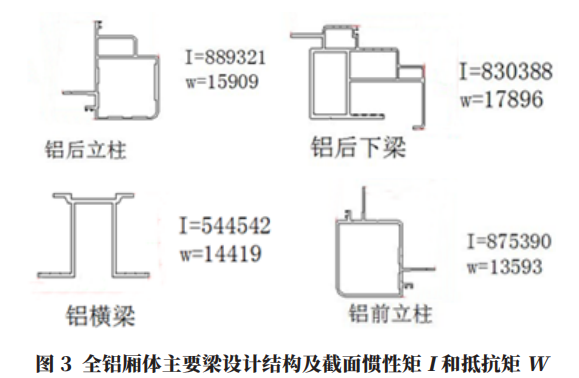
Með því að nota heitpressunarferli 6-seríu álfelgunnar er hægt að mynda flókin hol þversnið, hönnun álprófíla með flóknum þversniðum getur sparað efni, uppfyllt kröfur um styrk og stífleika vörunnar og uppfyllt kröfur um gagnkvæma tengingu milli ýmissa íhluta. Þess vegna eru uppbygging aðalbjálkans og þversniðsþrengimóment I og viðnámsmoment W sýnd á mynd 3.
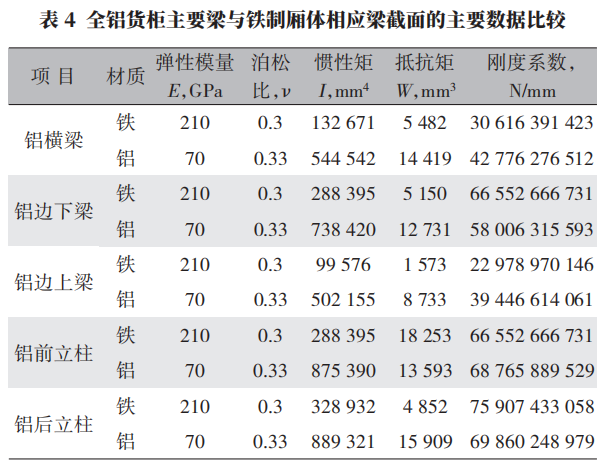
Samanburður á helstu gögnum í töflu 4 sýnir að þversniðsþrengimóment og mótstöðumóment hönnuðs álprófíls eru betri en samsvarandi gögn fyrir járnbjálkaprófílinn. Stífleikastuðullinn er nokkurn veginn sá sami og fyrir samsvarandi járnbjálkaprófílinn og uppfyllir öll kröfur um aflögun.
3.2 Útreikningur á hámarksálagi
Með því að taka lykilburðarþáttinn, þverslá, sem hlut, er hámarksspennan reiknuð út. Málburðargetan er 1,5 tonn og þverslá er úr 6063-T6 álprófíl með vélrænum eiginleikum eins og sýnt er í töflu 5. Bjálkinn er einfaldaður sem sjálfbær burðarvirki til að reikna út kraft, eins og sýnt er á mynd 4.
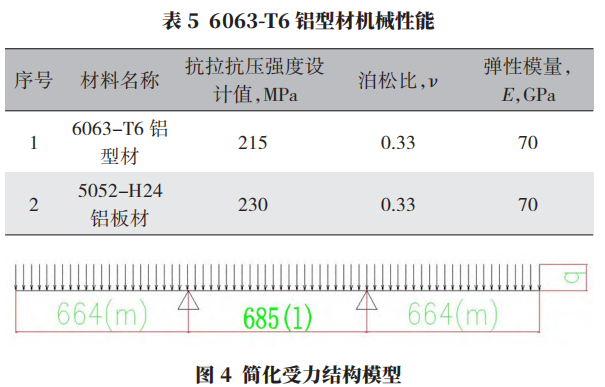
Ef tekið er 344 mm bjálki er þrýstiálagið á bjálkann reiknað sem F = 3757 N miðað við 4,5 t, sem er þrefalt staðlað stöðugt álag. q = F/L
þar sem q er innri spenna bjálkans undir álagi, N/mm; F er álagið sem bjálkinn ber, reiknað út frá þreföldu staðlaðri stöðuhleðslu, sem er 4,5 t; L er lengd bjálkans, mm.
Þess vegna er innri spennan q:

Formúlan fyrir útreikning á streitu er sem hér segir:

Hámarksmómentið er:

Með því að taka algildi mómentsins, M = 274283 N·mm, hámarksspennuna σ = M/(1,05 × w) = 18,78 MPa og hámarksspennugildið σ < 215 MPa, sem uppfyllir kröfurnar.
3.3 Tengieiginleikar ýmissa íhluta
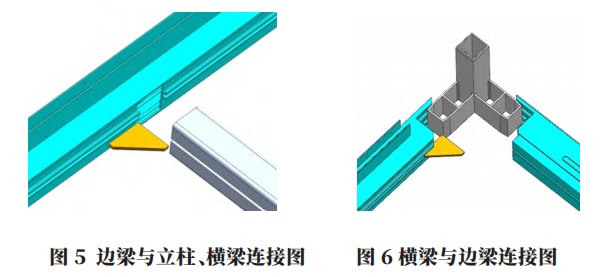
Ál hefur lélega suðueiginleika og suðupunktstyrkur þess er aðeins 60% af styrk grunnefnisins. Vegna þess að Al2O3 þekur yfirborð álsins er bræðslumark Al2O3 hátt en bræðslumark áls lágt. Þegar ál er soðið verður að brjóta Al2O3 á yfirborðinu fljótt til að framkvæma suðu. Á sama tíma verða leifar af Al2O3 eftir í álblöndunni, sem hefur áhrif á uppbyggingu álsins og dregur úr styrk suðupunktsins. Þess vegna er þessum eiginleikum tekið til greina þegar álílát eru hönnuð. Suða er aðal staðsetningaraðferðin og helstu burðarþættirnir eru tengdir saman með boltum. Tengingar eins og nítur og svalahalabygging eru sýndar á myndum 5 og 6.
Aðalbygging kassans, sem er úr áli, samanstendur af láréttum bjálkum, lóðréttum súlum, hliðarbjálkum og brúnbjálkum sem eru fléttaðar saman. Það eru fjórir tengipunktar á milli hvers lárétts bjálka og lóðrétts súlu. Tengipunktarnir eru með tenntum þéttingum sem passa við tennta brún lárétta bjálkans og koma í veg fyrir að kassinn renni til. Átta hornpunktarnir eru aðallega tengdir með stálkjarnainnleggjum, festum með boltum og sjálflæsandi nítum og styrktum með 5 mm þríhyrningslaga álplötum sem eru soðnar inni í kassanum til að styrkja hornin að innan. Ytra útlit kassans er án suðu eða sýnilegra tengipunkta, sem tryggir heildarútlit kassans.
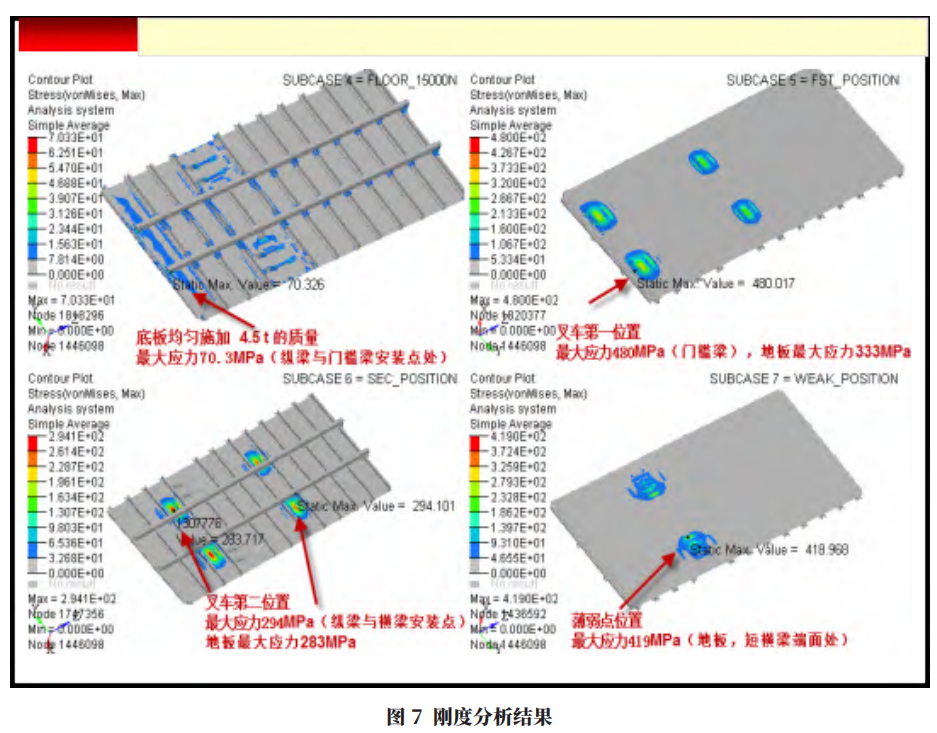
3.4 SE samstillt verkfræðitækni
Samstillingartækni SE er notuð til að leysa vandamál sem stafa af miklum uppsöfnuðum stærðarfrávikum fyrir samsvarandi íhluti í kassahúsinu og erfiðleikum við að finna orsakir bila og flatneskjubilana. Með CAE greiningu (sjá mynd 7-8) er gerð samanburðargreining á járnsmíðuðum kassahúsum til að athuga heildarstyrk og stífleika kassahússins, finna veikleika og grípa til aðgerða til að hámarka og bæta hönnunaráætlunina á skilvirkari hátt.
4. Léttvigtaráhrif álfelgubíls
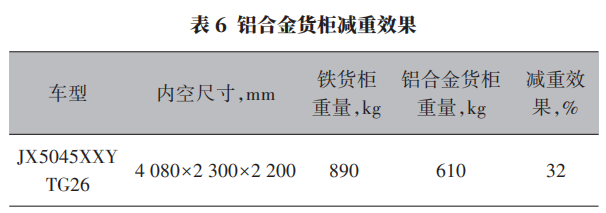
Auk kassabyggingarinnar er hægt að nota álblöndur í stað stáls fyrir ýmsa íhluti kassagáma, svo sem leðjubretti, afturbretti, hliðarbretti, hurðarlása, hurðarhengi og afturbrúnir, sem dregur úr 30% til 40% þyngdarlækkun farmrýmisins. Áhrif þyngdarlækkunar fyrir tóman 4080 mm × 2300 mm × 2200 mm farmgám eru sýnd í töflu 6. Þetta leysir í grundvallaratriðum vandamálin sem tengjast of mikilli þyngd, ósamræmi við tilkynningar og reglugerðaráhættu í hefðbundnum farmrýmum úr járni.
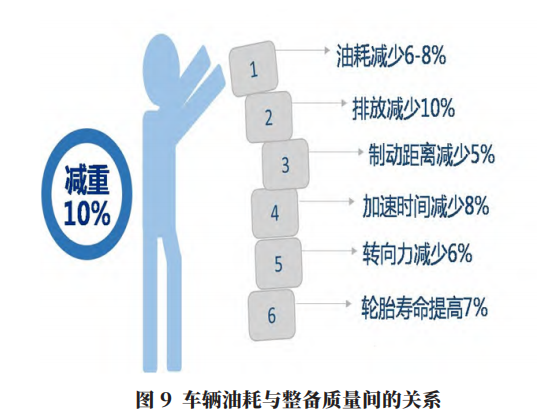
Með því að skipta út hefðbundnu stáli fyrir álblöndur í bílahlutum er ekki aðeins hægt að ná fram framúrskarandi léttari þáttum, heldur getur það einnig stuðlað að eldsneytissparnaði, minnkun útblásturs og bættum afköstum ökutækja. Sem stendur eru skiptar skoðanir á framlagi léttari ökutækja til eldsneytissparnaðar. Rannsóknarniðurstöður Alþjóðaálstofnunarinnar eru sýndar á mynd 9. Fyrir hverja 10% lækkun á þyngd ökutækja getur eldsneytisnotkun minnkað um 6% til 8%. Samkvæmt innlendum tölfræðiupplýsingum getur lækkun á þyngd hvers fólksbíls um 100 kg minnkað eldsneytisnotkun um 0,4 l/100 km. Framlag léttari ökutækja til eldsneytissparnaðar byggist á niðurstöðum sem fengnar eru með mismunandi rannsóknaraðferðum, þannig að það er einhver breytileiki. Hins vegar hefur léttari ökutækja veruleg áhrif á að draga úr eldsneytisnotkun.
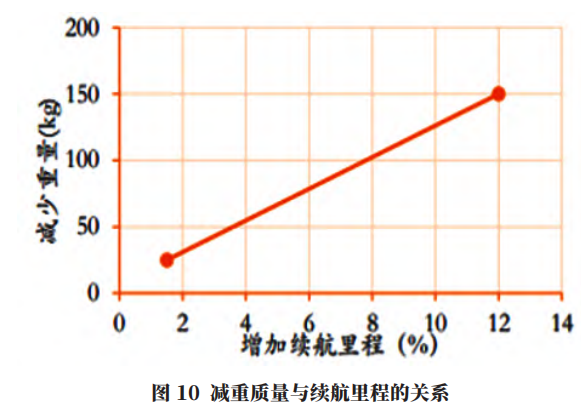
Fyrir rafknúin ökutæki er léttari áhrifin enn meiri. Eins og er er orkuþéttleiki rafgeyma rafknúinna ökutækja verulega frábrugðinn hefðbundnum ökutækjum sem knúin eru með fljótandi eldsneyti. Þyngd raforkukerfisins (þar með talið rafgeymisins) rafknúinna ökutækja nemur oft 20% til 30% af heildarþyngd ökutækisins. Á sama tíma er alþjóðleg áskorun að brjóta niður flöskuháls rafhlöðunnar. Áður en mikil bylting verður í tækni háafkasta rafhlöðu er léttari þyngd áhrifarík leið til að bæta akstursdrægi rafknúinna ökutækja. Fyrir hver 100 kg þyngdarlækkun er hægt að auka akstursdrægi rafknúinna ökutækja um 6% til 11% (sambandið milli þyngdarlækkunar og akstursdrægis er sýnt á mynd 10). Eins og er getur akstursdrægi eingöngu rafknúinna ökutækja ekki fullnægt þörfum flestra, en að draga úr þyngd um ákveðið magn getur aukið akstursdrægnina verulega, dregið úr kvíða varðandi drægi og bætt upplifun notenda.
5. Niðurstaða
Auk þess að kassaflutningabíllinn úr áli, sem kynntur er í þessari grein, er til ýmis konar kassaflutningabíll, svo sem álhýðisplötur, álspennuplötur, álgrindur + álhúð og járn-ál blendingarflutningagámar. Þeir hafa þá kosti að vera léttur, hafa mikinn sértækan styrk og eru góðir í tæringarþoli og þurfa ekki rafdráttarmálningu til að verjast tæringu, sem dregur úr umhverfisáhrifum rafdráttarmálningar. Kassaflutningabíllinn úr áli leysir í grundvallaratriðum vandamálin sem tengjast of mikilli þyngd, ósamræmi við tilkynningar og reglugerðaráhættu í hefðbundnum járnframleiddum farmhólfum.
Útpressun er nauðsynleg vinnsluaðferð fyrir álblöndur og álprófílar hafa framúrskarandi vélræna eiginleika, þannig að stífleiki íhluta er tiltölulega mikill. Vegna breytilegs þversniðs geta álblöndur náð samsetningu margra íhluta, sem gerir þær að góðu efni til að létta bíla. Hins vegar stendur útbreidd notkun álblöndu frammi fyrir áskorunum eins og ófullnægjandi hönnunargetu fyrir farangursrými álblöndu, mótun og suðuvandamálum og miklum þróunar- og kynningarkostnaði fyrir nýjar vörur. Helsta ástæðan er enn sú að álblöndur eru dýrari en stál áður en endurvinnsluvistfræði álblöndu nær fullum þroska.
Að lokum má segja að notkunarsvið álfelgna í bílum mun aukast og notkun þeirra mun halda áfram að aukast. Í núverandi þróun orkusparnaðar, losunarlækkunar og þróunar nýrrar orkuframleiðslu ökutækja, með aukinni skilningi á eiginleikum álfelgna og árangursríkum lausnum á vandamálum í notkun álfelgna, mun álpressunarefni verða víðar notuð í léttari bílum.
Ritstýrt af May Jiang frá MAT Aluminum
Birtingartími: 12. janúar 2024



